 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Вести - Донгиинг Хаорун Цхемицал Цо., Лтд.")
Позовите нас
+86-13906474940
Пошаљите нам е-пошту
sales@tenachtyre.com

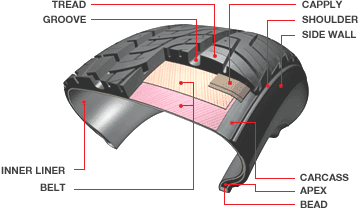
Уобичајени недостаци квалитета и њихови узроци у процесу производње гума (1)
Уобичајени недостаци квалитета и узроци притискања газећег слоја
1. Разлози храпавости површине су: ниска температура топлотне рафинације и неуједначена топлотна рафинација; Температура екструзије је прениска; Сагоревање гуме; Брзина притиска је пребрза, а брзина прикључног уређаја јој не одговара.
2. Разлози за стварање ваздушних рупа унутар газећег слоја су: висока влага или испарљиве материје у сировинама; Неправилан процес рафинације топлоте са увлачењем ваздуха; Температура екструзије је превисока; Брзина пресовања је пребрза, а залиха лепка је недовољна.
3. Разлог зашто величина и тежина секције газећег слоја не испуњавају услове је то што уградња плоче за екструзију није исправна; Деформација плоче за уста; Неправилна контрола температуре топлотне рафинације и температуре екструзије; Неуједначена брзина притискања или неправилна координација уређаја за повезивање; Недовољно хлађење након истискивања; Недовољна топлотна рафинација.
4. Разлози за печење су: неправилан дизајн гумене формуле и лоше перформансе печења; Високе температуре топлотне рафинације и екструзије; Постоји накупљање лепка, мртви углови или блокада расхладне воде у глави машине; Снабдевање лепком је прекинуто, а празан аутомобил је заглављен материјалима.
5. Разлози ломљења ивица су: недовољна топлотна рафинација и ниска пластичност гуменог материјала; Сагоревање гуме; Мала или блокирана уста од сумпорне гуме на ивици профила газећег слоја; Ниска температура главе машине и плоче за уста
Претходна:Интелигентна технологија за заштиту гума
Пошаљи упит


X
Користимо колачиће да бисмо вам понудили боље искуство прегледања, анализирали саобраћај на сајту и персонализовали садржај. Коришћењем овог сајта прихватате нашу употребу колачића.
Политика приватности
Вести
 Шта је са спецификацијама гума за камионе?2021/05/20
Шта је са спецификацијама гума за камионе?2021/05/20Било да се ради о камиону, камиону или аутомобилу, величина гуме је иста, у милиметрима као проценат ширине попречног пресека и равног односа. Додати: шифру типа гуме, пречник обода (ин.), Индекс оптерећења (дозвољени код квалитета оптерећења), дозвољени код брзине.
 Колики је притисак у гумама утоваривача 30 и 50?2021/05/20
Колики је притисак у гумама утоваривача 30 и 50?2021/05/20Притисак у гумама 30 и 50 утоваривача износи 0,32-0,34МПа, односно 0,28-0,30МПа.